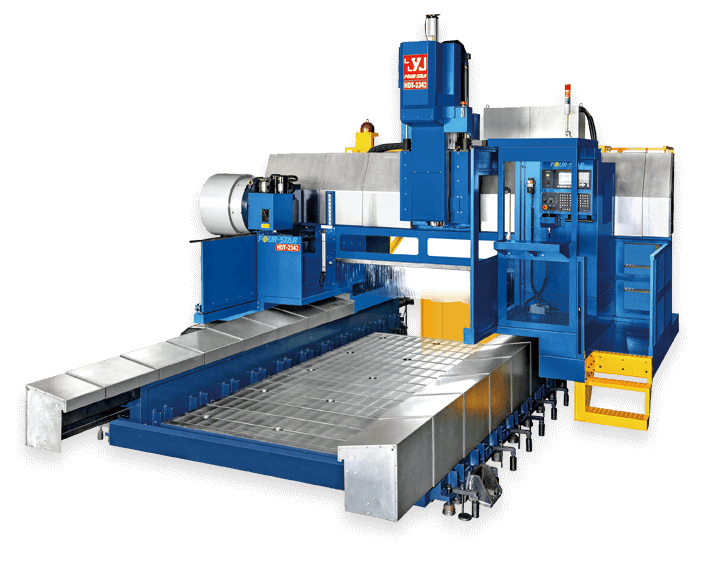
永鉅精密科技股份有限公司是由一群工具機設計生產經驗豐富並熱愛研發與挑戰的團隊所組成,專業生產 CNC 門型綜合加工中心機
結合日本優質公司的經驗與技術,成功開發各類型大型超高速及超精密龍門加工中心機,為客戶提供全系列完整的工具機產品
永鉅精密科技公司、深信唯有「永」續經營才能「鉅」業盤石,秉持著 FOUR-STAR 卓越、信賴、智慧、服務、的企業精神,為客戶提供全系列門型工具機產品。
X-Travel : 2200 ~ 6000m Y-Travel : 1800 ~ 4200mm Z-Travel : 800/1100/1400mm
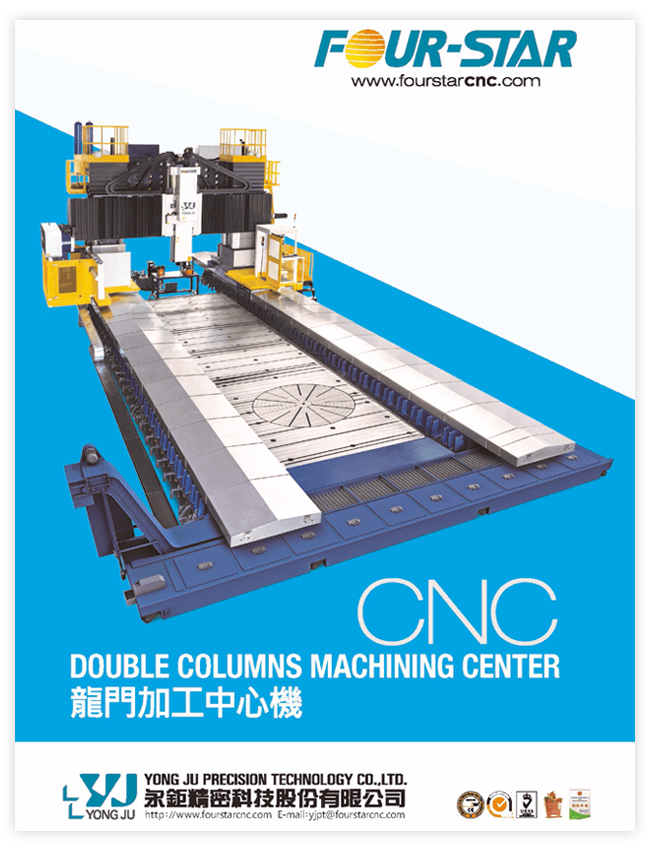
Between Columns : 2450~5450mm X-Travel : 6 ~ 36m Z-Travel : 1100(1400/1500)mm
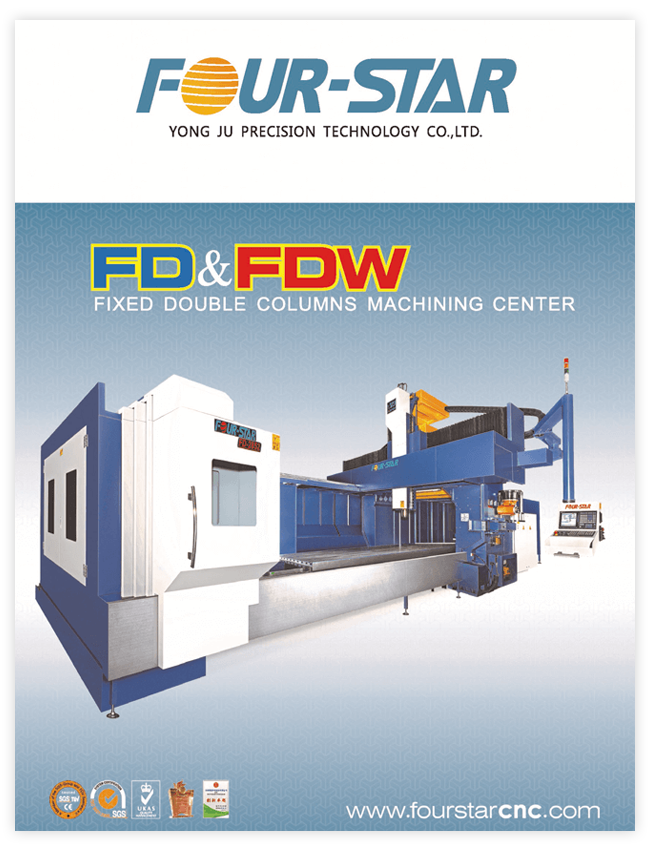
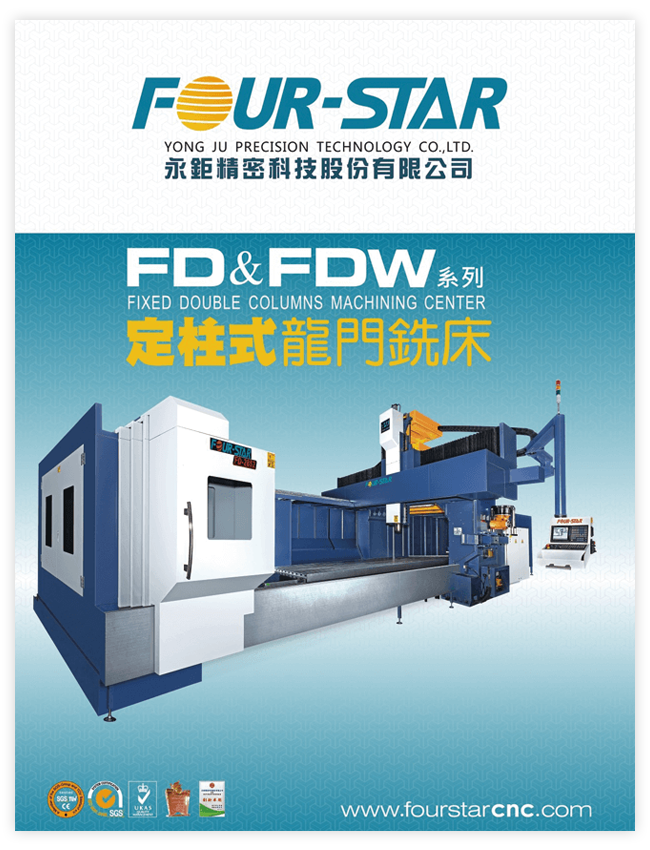
Between Columns : 1850/2150/2450 X-Travel : 2 ~ 20m Z-Travel : 800(1100)mm
永鉅 FOUR-STAR 產品代表的就是、最佳的品質、優越的性能、高生產力與高可靠性。